CH61200L Centru de strunjire CNC cu axa C
Scurtă instrucțiune
Această mașină este cuplată cu axa C, axa X și Z de alimentare, trei axe pot fi legate și se pot deplasa împreună cu o eficiență de tăiere multifuncțională și mare.
Cuplat cu sistemul CNC SIEMENS 828D.
Două trepte de viteză a axului și viteză continuă în trepte, schimbare hidraulică a vitezei, tăiere constantă a vitezei de linie.Motorul principal al axului este servomotor SIEMENS 37KW AC, scade viteza și crește cuplul cu angrenaje, viteza axului este de 5-200 rpm.
Axa C este indexată prin servomotor AC de înaltă precizie și blocare automată hidraulică și folosind un grătar circular pentru detectarea poziției reale;Axa X adoptă servomotor SIEMENS AC și pereche de șuruburi cu bile de înaltă precizie pentru a realiza mișcarea laterală, axa Z adoptă servomotor SIEMENS AC reductor cu melc de înaltă precizie pentru a se deplasa longitudinal, ambele axe X și Z sunt echipate cu grătar pentru detectarea poziției reale, control în buclă închisă, cu precizie bună de poziționare și precizie de poziționare repetată
utilizarea mașinii
Aceasta este o mașină de tăiat de înaltă eficiență, potrivită pentru prelucrarea fontei, a oțelului și a metalelor neferoase cu o unealtă de oțel de mare viteză și aliaje dure.Poate fi rotirea cercului exterior, fața de capăt, tăierea canelurii, tăierea, tăierea găurii interioare, frezarea cheii, frezarea canelurii spiralate, găurirea și filetarea.
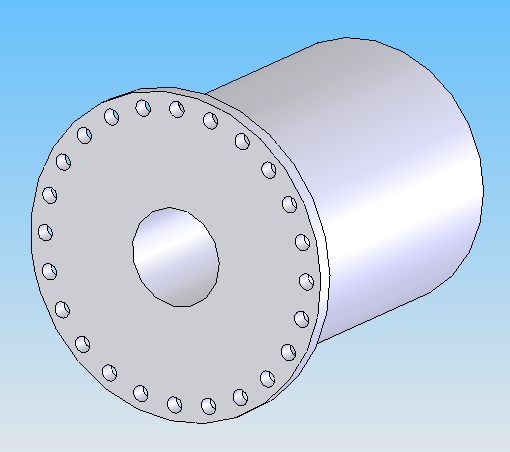
Schiță a piesei de prelucrat:

Canal de frezare

Filet de frezat cu pas variabil
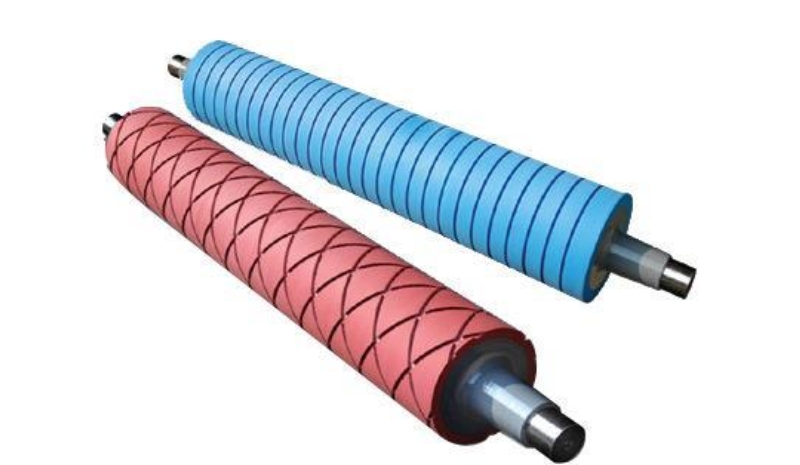
Canelură spirală de frezare, model de scară
parametru și capacitate
| Lățimea căii de ghidare | 1100 mm |
| Max.diametru de balansare peste pat | φ2040mm |
| Max.diametrul de balansare peste stâlpul sculei | φ1500mm |
| Max.lungimea piesei de prelucrat | 12000 mm |
| Max.greutatea piesei de prelucrat între centru | 10T |
| transmisie principală | |
| Rulment frontal al axului | φ220mm |
| Gama de viteze a axului | 5-200r/min |
| Diametrul alezajului axului | φ130mm |
| Conicitatea frontală a găurii axului | metric nr.140 |
| Puterea motorului principal, servomotor | 37 kW |
| Spec.a capătului fusului | 1:30 |
| transmiterea furajelor | |
| Cursarea axei X | 85 mm |
| deplasarea axei z | 11800 mm |
| viteza de deplasare rapidă a axei x | 4m/min |
| viteza de deplasare rapidă a axei z | 4m/min |
| Cuplul servomotorului od x axa | 27 Nm |
| Cuplul servomotorului od axa z | 36 Nm |
| turelă de putere orizontală cu 8 poziții | 0.5.473.532.8 |
| Dimensiunea secțiunii tijei sculei | 32mmx32mm |
| Concepător | |
| Diametrul penei contrapuntului | φ260mm |
| Călătorie cu pană | 300 mm |
| Orificiul conic al penei | metric nr.80 |
| Asistent odihnă stabilă (2 seturi) | |
| Repaus constant închis | φ400-φ700mm |
| chuck | |
| Mandrina cu patru fălci | φ1600mm |
| axa C | |
| Max.cuplul în stare de strângere | 3000 Nm |
| Precizia de poziționare a axei C | 36 inchi |
| Repetați precizia de poziționare a axei C | 18 inchi |
Structura principală
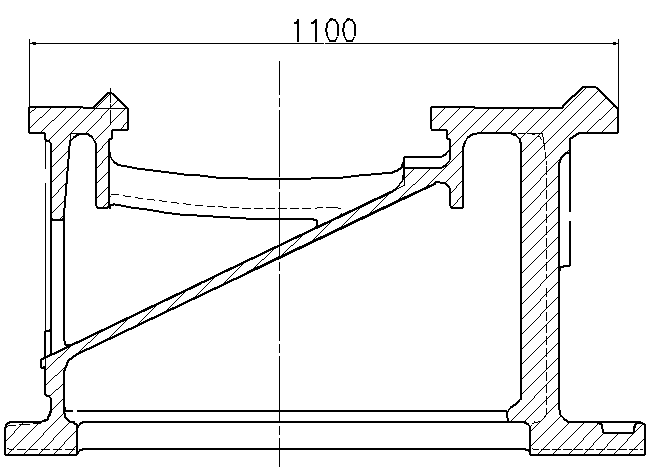
1) pat
Patul este un pat tip pardoseală cu o lățime de 1100 mm și o turnare cu nisip de rășină de înaltă rezistență.Materialul este HT300.Patul are avantajele rigidității puternice, capacității portante mari și stabilității bune
Calea de ghidare este un munte și o structură plată, duritatea căii de ghidare este peste HRC52, adâncimea de întărire groasă este utilă pentru a fi măcinată.
Cavitatea interioară a corpului patului este prevăzută cu nervură de armare în formă de W, care întărește foarte mult rigiditatea patului mașinii și reduce deformarea datorată greutății suportului.
După îmbătrânirea turnării pe pat, poate elimina stresul rezidual din turnare și poate reduce eliberarea stresului rezidual în procesarea și utilizarea mașinii.
Există găuri înclinate și arcuite în partea din spate a patului care sunt folosite pentru îndepărtarea așchiilor.Cipul, lichidul de răcire, uleiul de lubrifiere și așa mai departe sunt îndepărtate direct în tava pentru așchii.Deci curățarea așchiilor este convenabilă, iar lichidul de răcire poate fi reciclat
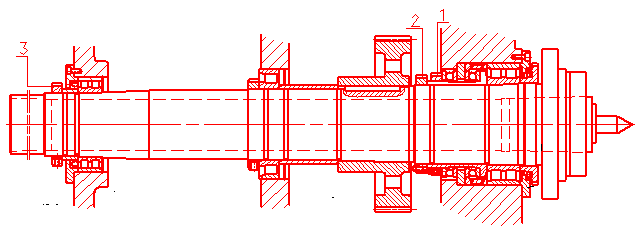
2) Capul
Axul adoptă un suport în trei puncte, cu capătul frontal ca capăt fix, capete mijloc și spate ca capăt de deplasare, capetele din față și din spate ca suport principal și mijlocul ca suport auxiliar.Poziționarea axială este setată la capătul frontal al axului, astfel încât axul să se extindă înapoi după ce a fost încălzit, eliminând impactul prelungirii termice a arborelui asupra preciziei mașinii-unelte.
Acționarea principală a strungului este realizată de motorul arborelui Siemens AC prin scripete curea, angrenaj și schimbare automată hidraulică în patru trepte.Gama de cuplu constantă a axului este mare și se poate realiza tăierea cu viteză liniară constantă.Rulmentul axului este un rulment special, cu precizie ridicată și rigiditate puternică.
Capul este lubrifiat cu ulei puternic, iar angrenajele și rulmenții capului sunt lubrifiați cu o pompă specială de ulei.Capătul frontal al axului adoptă structura dublă de etanșare a labirintului și a fantei, care poate preveni în mod eficient scurgerile de ulei și pătrunderea obiectelor străine în cap.
3): stâlp de instrumente
Adoptați turelă orizontală SAUTER germană cu 8 poziții 0.5.473.532.8, această turelă are funcția de tăiere a cercului exterior, față de capăt și filetare, precum și de frezare, găurire și filetare.Această turelă este antrenată de un servomotor SIEMENS instalat pe ea și cuplată cu următoarele accesorii.
| Ser.Nu. | Nume | Tip | Cant |
| 1 | turelă de putere | 0.5.473.532.8 | 1 |
| 2 | Cap de tăiere | 0.5.901.032/077790 | 1 |
| 3 | Suport pentru tăietor electric la 0 grade | 0.5.921.106-117859 | 1 |
| 4 | Suport pentru tăietor electric la 90 de grade | 0.5.921.206-117866 | 1 |
| 5 | Suport exterior pentru tăietor cerc | B2-60X32X60-113908 | 2 |
| 6 | Suport interior pentru tăietor cerc | E2-60X50-113961 | 2 |

4) Axa Z și X:
Diametrul șurubului cu bile al axei X este φ40x5, axa Z este condusă de cremalieră și angrenaj, modulul dinților este m = 5, iar axa z adoptă control complet în buclă închisă prin feedback-ul riglei.
5) Coadă
Conpozitul este format din partea superioară și partea inferioară, organizarea de reglare a liniei centrale a penei și a penei sunt instalate în partea superioară.Deplasarea contrapuntului este antrenată de un motor.Pena contrapuntului se poate roti.
6) sistem de lubrifiere
Ungerea rulmenților din cap, angrenajele și rulmenții din cap și alte cazuri este asigurată de pompa specială, lubrifierea rulmenților din șurub cu bile și fiecare punct de lubrifiere al mașinii adoptă o lubrifiere intermitentă și concentrativă, iar timpul de lubrifiere este reglabil, astfel încât previne eficient risipa de ulei de lubrifiere și poate îmbunătăți în mod eficient răspunsul dinamic al mașinii și durata de viață a căii de ghidare și a șurubului cu bile.
sistem hidraulic
Sistemul hidraulic este utilizat pentru schimbarea automată a vitezei axului și a lichidului de răcire forțat al angrenajelor din cap, precum și pentru blocarea automată a axei C.
7) Axa C
Axa C este antrenată de un servomotor, poate comuta automat la modul de transmisie al axului și al axei C, partea din spate a axului este echipată cu un grătar circular de înaltă precizie al axei C și un mecanism de amortizare a frânei.Cu întreg sistem de măsurare în buclă închisă.
Precizia mașinii
| Finalizați tăierea cercului exterior | 0,005 mm |
| Consistență de prelucrare, pe lungime de 300 mm | 0,03 mm |
| Planeitatea finisajului tăiat plat, | |
| pe diametrul de 300 mm | 0,025 mm, concav |
| axa X | |
| precizia de pozitionare | X≤0,03 mm |
| repeta precizia de pozitionare | X≤0,012mm |
| axa Z | |
| Precizie de poziționare, pe o lungime de 10000 mm | X≤0,13 mm |
| Repetați precizia de poziționare | X≤0,05 mm |
| axa C | |
| precizia de pozitionare | 36” |
| repeta precizia de pozitionare | 18” |