




Mașină de trepanat adâncime TK2150
I. Performanța procesului de bază a mașinii
1) Această mașină poate fi utilizată pentru trepanarea găurilor interne.
2) În timpul prelucrării, piesa de prelucrat se rotește, unealta de tăiere se alimentează și fluidul de tăiere intră în zona de tăiere prin bara de trepanare pentru a răci și lubrifia zona de tăiere și a îndepărta așchiile de metal.
3) La trepanare, capătul din spate al barei de trepanare este folosit pentru alimentarea cu ulei, iar capătul capului de presiune a uleiului este folosit pentru tăiere.
6) Precizia de prelucrare a mașinii-unelte:
Trepanare: Precizia diafragmei IT9-10.Rugozitatea suprafeței: Ra6.3
Rectitudinea găurilor de prelucrare: mai puțin de 0,1/1000 mm
Deviația de ieșire a găurii de prelucrare: mai puțin de 0,5/1000 mm
II.Parametrul tehnic principal
Diametrul de trepanare………………………………………φ200-φ300mm
Max.adâncime de trepanare………………………… 6000 mm
Diametrul de prindere al piesei de prelucrat………… φ200~φ500mm
Alezajul axului ………………………………………… φ130mm
Conicitatea frontală a axului capului…… metric 140#
Intervalul de viteză al axului…………… 3,15~315r/min
Viteza de avans…………………… 5~1000mm/min, fără trepte
Viteza de deplasare rapidă a șeii……… 2000 mm/min
Motor principal………… 30kW (motor asincron trifazat)
Motor de alimentare…………………………N=7,5Kw (servomotor)
Motorul pompei hidraulice……… N=2,2kW,n=1440r/min
Motorul pompei de lichid de răcire... N=7,5 kW (2 seturi de pompe centrifuge încorporate)
Presiunea nominală a sistemului de răcire………0.5MPa
Debitul lichidului de răcire……………………………………… 300.600 l/min
Dimensiunea totală a mașinii…………1700mmⅹ1600mmⅹ1800mm
III.Performanța și caracteristicile mașinii:
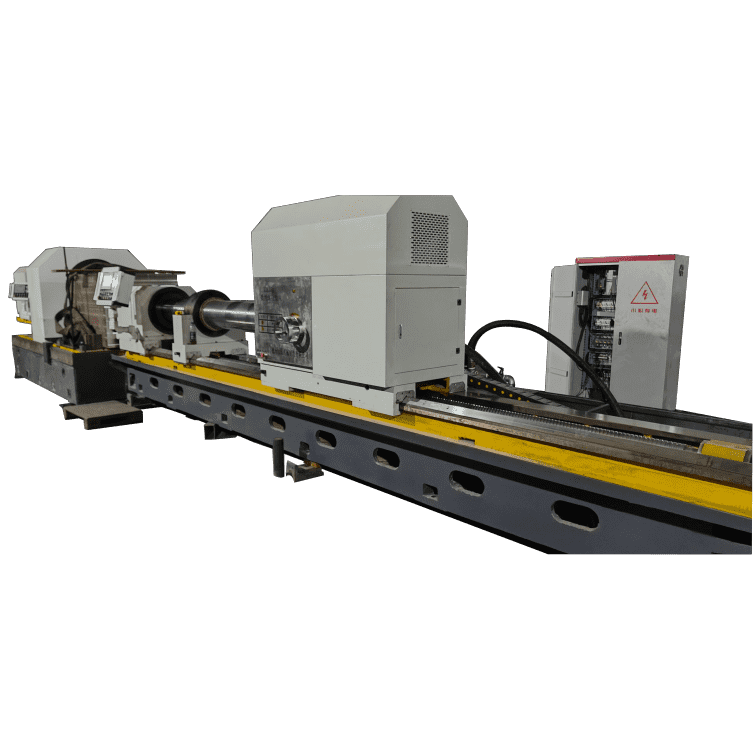
Mașina de trepanat CNC TK2150 este o mașină unealtă specializată pentru prelucrarea pieselor cilindrice cu găuri adânci.
În timpul procesului de trepanare, lichidul de răcire este furnizat de la capătul din spate al barei de trepanare, iar capătul de cap cu presiunea uleiului este echipat cu o lanternă pentru tăiere.Potrivit pentru producția de masă și poate fi folosit și pentru producția dintr-o singură bucată și în loturi mici.
IV.structura principală a mașinii
1) Mașina unealtă este compusă din componente principale, cum ar fi patul, capul, șa, sistemul de alimentare cu șa, repaus constant, amortizor de vibrații constant al barei de trepanare, sistem de răcire, sistem electric, dispozitiv de îndepărtare a așchiilor de metal etc.
2) Patul, șa, șaua, cutia, capul de presiune a uleiului, suportul și alte componente sunt toate realizate din fontă de înaltă rezistență și matriță de nisip din rășină, asigurând o bună rigiditate, rezistență și reținere a preciziei mașinii-unelte.Patul adoptă călire ultra-audio avansată la nivel internațional, cu o adâncime de călire de 3-5 mm și HRC48-52, care are rezistență ridicată la uzură.
(1) Pat
Patul mașinii-unelte este compus dintr-o combinație de trei bucăți de corpuri de pat.Corpul patului este o structură cu trei laturi închise și plăci nervuri înclinate și este realizat din fontă HT300 de înaltă calitate, cu o rigiditate bună.Lățimea șinei de ghidare a patului este de 800 mm, care este o cale plată și un ghidaj în V, cu o capacitate portantă mare și o precizie bună de ghidare.Calea de ghidare a suferit un tratament de călire și are rezistență ridicată la uzură.În canelura căii de ghidare a patului este instalat un șurub cu bile de alimentare, susținut de console la ambele capete și asistat de două cadre de tracțiune în mijloc.Cadrul de tracțiune se poate deplasa de-a lungul căii de ghidare din partea inferioară a canelurii, iar cursa și oprirea acestuia sunt controlate de placa de tragere și rolele de pe șa.Există o canelură în formă de T pe peretele frontal al patului, care este echipat cu un scaun cu distanță fixă a amortizorului de vibrații constant de bara de foraj și un scaun cu distanță fixă de șa pentru a controla poziția stabilă de vibrație a barei de foraj și șa.Peretele frontal al patului este echipat cu suporturi care se integrează cu angrenajele dispozitivului manual pentru deplasarea suportului stabil, suportului și amortizorului de vibrații stabilul barei de foraj.
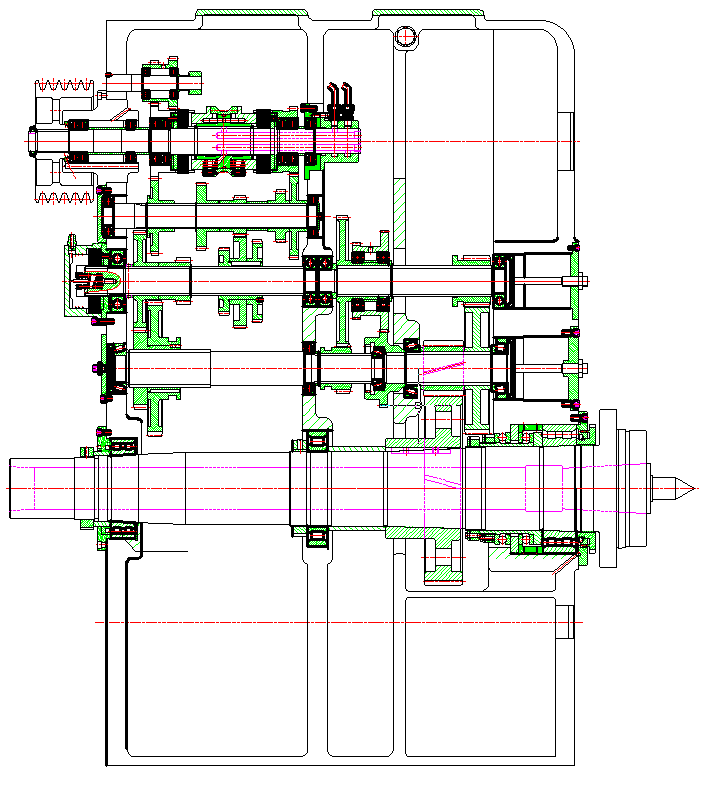
(2) Cap:
Fixat la capătul stâng al patului, orificiul axului este φ 130 mm.Capul este antrenat de un motor de 30kW, iar viteza axului este de 3,15-315r/min prin reducerea treptelor de viteză în mai multe etape și schimbarea manuală a treptelor de viteză înaltă și joasă.Instalați o mandrina cu patru fălci la capătul arborelui al capului pentru a fixa piesa de prelucrat.
Capul este echipat cu un sistem independent de lubrifiere pentru a asigura o lubrifiere puternică pentru diferiți rulmenți și perechi de angrenaje
(3)Şa şi cap de călătorie
Capul de deplasare este fixat pe șa, iar în timpul hrănirii, capul de deplasare (fixat în spatele patului) antrenează șurubul să se rotească, determinând mișcarea axială a piuliței fixate cu șa, conducând șaua să se alimenteze.Când șaua se mișcă rapid, motorul rapid din spatele șei antrenează reductorul de viteză să se rotească, conducând șa să se miște rapid.
Capul de călătorie este fixat pe șa.Sarcina principală este să prindeți bara de trepanare și să o conduceți înainte și înapoi prin șa.
(4)Cutie de alimentare
Cutia de alimentare este instalată la capătul patului și este antrenată de un servomotor AC.Axa de ieșire poate realiza o reglare continuă a vitezei de 0,5-100r/min.Ungerea din interiorul cutiei este asigurată de o pompă cu piston acţionată de o came.Există un ambreiaj de siguranță la legătura dintre arborele de ieșire și șurub, iar forța de cuplare poate fi reglată prin arcuri.Când este supraîncărcat, ambreiajul se decuplează și se declanșează un microîntrerupător pentru a trimite un semnal de oprire a șeii (indicatorul luminos de defecțiune este afișat)
(5)Repaus constant și cricul piesei de prelucrat
Suportul stabil folosește trei role echipate cu rulmenți ca suport pentru piesa de prelucrat.Cele două role inferioare sunt plasate pe suport, iar suportul se mișcă de-a lungul căii de ghidare pentru a susține piesa de prelucrat.Suporturile din față și din spate pot fi mutate prin șurubul cu bile, în timp ce rola superioară este instalată pe tija de ghidare, care se deplasează de-a lungul orificiului de ghidare.După ce suportul este finalizat, tija de ghidare trebuie fixată cu șuruburi.
Cricul este echipat cu două role cu rulmenți ca suprafață de lucru.Rolele sunt plasate pe cric, iar cricul se mișcă de-a lungul căii de ghidare pentru a susține piesa de prelucrat.Cricurile din față și din spate pot fi mutate simultan prin șuruburi pozitive și negative, iar alinierea celor două role poate fi ajustată prin manșonul de reglare din față.După ce au fost susținute, atât cricurile, cât și tija de ghidare trebuie fixate cu șuruburi.
(6)Amortizor de vibrații stabil al barei de trepanare:
Amortizorul de vibrații stabil este folosit ca suport auxiliar pentru bara de trepanare.Pentru barele de trepanare subțiri, este necesar să creșteți în mod corespunzător numărul de stații.Mișcarea sa de-a lungul căii de ghidare a patului este condusă de un cărucior sau poate fi condusă și de un dispozitiv manual.Această mașină unealtă este echipată cu un set de amortizor de vibrații stabil de bară de trepanare.
(7)Sistem de răcire:
Sistemul de răcire este situat în spatele mașinii-unelte, constând în principal dintr-un rezervor de ulei, o stație de pompare, o conductă de ulei, un cărucior de depozitare a așchiilor și o canelură de returnare a uleiului.Funcția lichidului de răcire este de a răci și îndepărta așchiile de metal.